.png)
400-8054351
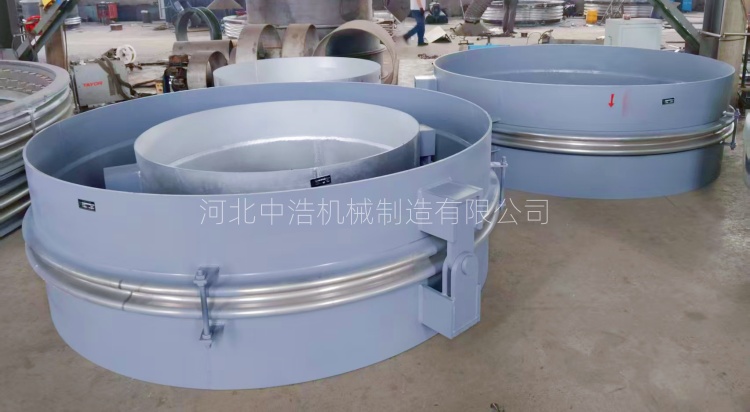
鉸鏈型波紋補償器制作的關鍵
鉸鏈型波紋補償器制作關鍵是鉸鏈的精度與波紋元件的適配性,河北中浩根據經驗總結對波紋管及組件加工精度控制,其次對焊接工藝嚴格要求,滿足補償能力同時提升裝配精度,必要的成品檢測環節。

波紋管采用整體液壓成型工藝 ,壁厚公差控制在0.1mm以內,波峰波谷偏差小于0.5mm,避免局部應力集中,材料需與介質適配。鉸鏈各組件包含鉸鏈板、銷軸等選用高強度合金鋼材,加工后卻使硬度≥HRC35,銷軸與鉸鏈孔之間間隙≤0.1mm,確實轉動靈活無卡阻,同時卻使承載強度。在焊接工藝上波紋管與鉸鏈和接管之間之間拼接采用不同焊接工藝常用氬弧焊打底再用電弧焊填充,焊接后需做滲透測試,高壓工況需用超聲檢測,避免氣孔、裂紋等缺陷,切記焊后做去應力處理,消除焊接應力,避免后期使用變形滲漏。
卻使裝配精度,切記嚴格校準鉸鏈軸同心 度,從而使補償器僅沿預設鉸鏈方向偏轉,無額外徑向位移干擾,限位組件安裝準確,按照設計補償量調整限位行程,偏差小于1mm,禁止超量程使用導致波紋管損壞。成品完成做無滲漏壓力試驗,偏轉性性能測試,驗證鉸鏈轉動可靠性和疲勞壽命。
瀏覽更多關于 鉸鏈型波紋補償器|鉸鏈式膨脹節|鉸鏈式補償器廠家|鉸鏈型波紋補償器制作的關鍵 的內容

聯系我們
河北中浩機械制造有限公司
咨詢熱線:4008054351
網 址:www.3979.org.cn
聯系電話:
18632750699(微信同步)
13343270064(微信同步)
18632750799
(微信同步)
13343271054(微信同步)
銷售一部:
0317-8300632
銷售二部:0317-8300612
銷售三部:0317-8300672
銷售四部:0317-8300692
售后電話:13483834056
技術咨詢:17717733210
公司傳真:0317-8300692
Q Q:1245813405
420680132
983710403420680132
咨詢熱線:4008054351
網 址:www.3979.org.cn
E - mail:
btzhonghao@163.com
地 址:河北省滄州市泊頭市齊橋鎮李樓村(廊泊路西側)
公司名稱:河北中浩機械制造有限公司 公司地址:河北省滄州市泊頭市齊橋鎮李樓村(廊泊路西側) 電話:0317-8300632 8300612 8300672 8300692 傳真:0317-8300692 手機: 13343270064 13343271054 18632750799 18632750699 網站網址:http://www.3979.org.cn 冀ICP備19005587號-2
河北中浩機械制造有限公司 2011(C)版權所有 并對網站所有內容保留解釋權

PowerBy:速貝·網搜寶 網站建設:中科四方 技術支持:速貝
冀公網安備13098102000347號